这
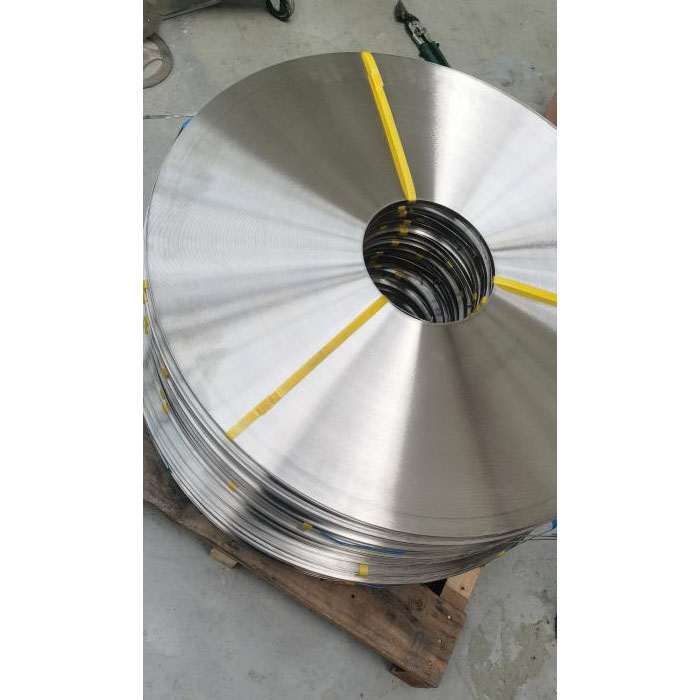
301不锈钢带在轧制过程中进行热处理。热处理是消除冷轧后的加工硬化,使成品不锈钢带达到规定的机械性能。所以走得更远,更好的满足自己的生产加工!
在不锈钢带材生产中,常用的热处理方法有:
淬火,俗称淬火,是关于奥氏体、奥氏体-铁素体和奥氏体-马氏体不锈钢的。淬火是一种软化热处理操作。
为了消除热轧过程的痕迹,必须对奥氏体、奥氏体-铁素体和奥氏体-马氏体热轧带钢进行淬火处理。淬火操作是先将带钢放入直通炉加热,加热温度一般为1050~1150℃,使钢中的碳化物充分溶解,获得均匀的奥氏体组织。然后敏捷冷却,主要是水冷。如果加热后缓慢冷却,在900~450℃温度范围内有可能从固溶体中析出碳化物,使不锈钢对晶间腐蚀敏感。
冷轧不锈钢带的淬火可作为中间热处理或最终热处理。作为最终热处理,加热温度应在1100~1150℃范围内。淬火是一种可以提高硬度的处理工艺。
退火是让不锈钢带经高温处理后逐渐冷却,削弱原有的硬度。马氏体、铁素体和马氏体-铁素体冷轧不锈钢卷需要退火。退火是在空气或维护气体中的电加热炉或气罩炉中进行的。铁素体钢和马氏体钢的退火温度为750~900℃。然后进行炉冷或空冷。退火后硬度下降,材料更符合生产加工工艺!
冷处理,为了更大程度地强化马氏体钢、铁素体马氏体钢和奥氏体马氏体钢,需要进行冷处理。冷处理是将冷轧或热处理后的不锈钢带材浸入-40~-70℃的低温介质中,在此温度下静置一段时间。强冷(低于马氏体点 Ms)使奥氏体转变为马氏体。为降低内应力进行冷处理后,在350~500℃温度下回火(或时效)。液态或固态二氧化碳、液态氧、液态氮或液化空气通常用作冷却介质。
不锈钢带材热处理的缺点包括:
(1)气蚀是带钢表面出现黑色点状凹坑。如果不清除留在带钢表面的乳化液、油、盐、污垢等,带钢的部分或整个表面(在炉内停留时间长)就会被气体腐蚀。在高温下,气体对带钢表面的腐蚀更为严重。
(2)过热,过热时钢带表面会变成黑褐色。虽然表面的氧化铁皮已经脱落,但酸洗不易清洗干净。造成这一缺点的原因是金属的加热温度过高或在炉内停留时间过长。过热可能引起晶间腐蚀。
(3) 欠热。欠热时,带钢表面呈浅灰色金属光泽。酸洗过程中氧化铁皮很难洗掉,酸洗后带钢呈灰色。加热不足的原因是加热温度低或带钢过炉速度太快。
(4) 槽损,是指酸洗后的带钢表面容易看到的黑色点状凹坑。这种缺点是辊道工作面上有细小的凸起,会损伤带材表面。因此,必须定期对炉内辊筒进行研磨和更换。
热处理工艺可以强化不锈钢带的非固溶,更好的提高不锈钢带的加工性能和钢带的本色。