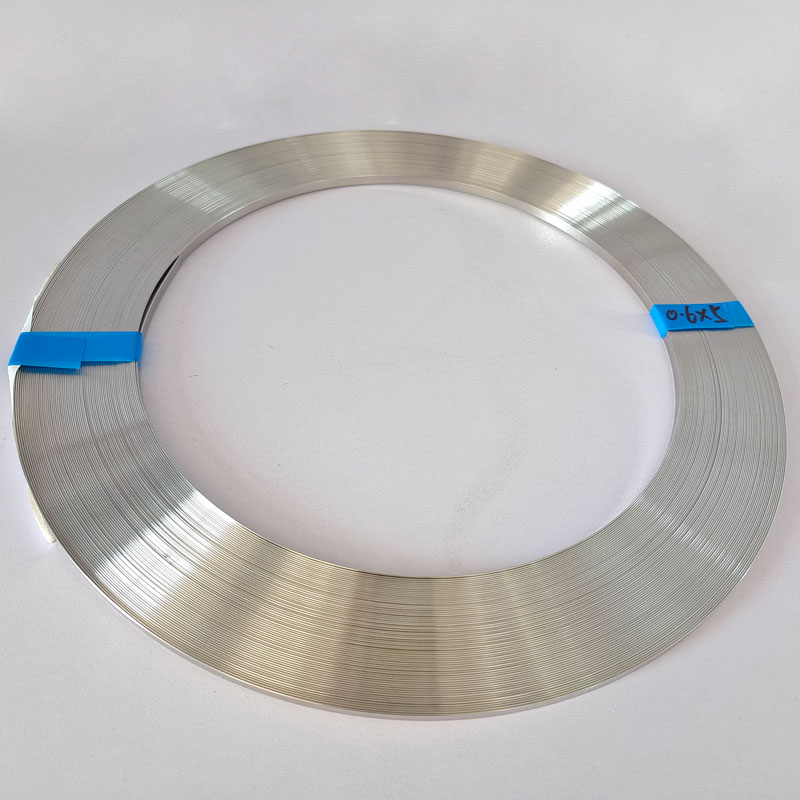
不锈钢板喷砂过程是一种常用的表面处理方法。通过将磨料喷在高速不锈钢表面上,它可以实现去除氧化物,清洁表面杂质,改善表面粗糙度和增加表面粘附的影响。此过程广泛用于装饰加工,清洁处理,表面抛光和其他不锈钢领域。
不锈钢板砂光过程
准备
清洁工件:在打磨之前,不锈钢板必须首先清洁以去除油,生锈,灰尘和其他杂质。通常可以使用洗涤剂,溶剂或超声清洁来完成。
选择喷砂设备和爆破介质:根据不锈钢板的表面处理要求选择适当的喷砂设备和喷砂介质。通常使用的沙蓝色介质包括石英沙,emery,铝砂,玻璃珠等。喷砂设备包括喷砂机,自动喷砂机,手持式喷枪枪,等等。
调整喷砂参数
喷砂压力:调节喷砂机的气压,以确保在砂粉过程中足够的气流和均匀的沙蓝色。
喷砂角度:根据形状,大小和处理要求调整喷枪的角度不锈钢板使沙蓝色效果均匀。
喷砂距离:喷砂过程中喷嘴和工件表面之间的距离通常在10到30厘米之间。如果距离太远,则会影响喷砂效果,如果距离太近,则可能会导致表面损坏。
喷砂操作
开始喷砂:启动喷砂设备,然后将砂粉中培养基均匀地喷到不锈钢板的表面上。在砂油过程中,需要不断移动喷枪,以确保表面均匀。爆破的时间和压力将影响表面的粗糙度。
表面处理:洗磨打磨后,不锈钢表面将变得更粗糙,并且将去除表面氧化物层以获得更好的装饰效果或为随后的加工提供更好的粘附。
检查并修剪
检查表面质量:完成砂光后,有必要检查不锈钢板的表面是否光滑,没有明显的缺陷,没有泄漏和没有过度磨损。检查喷砂效果是否满足设计要求。
敷料:如有必要,可以用更细的磨料进行修剪,以进一步改善表面的均匀性和饰面。
清洁和后处理
清理剩余的磨料:在打磨的过程中,一些磨料可能会粘附在工件的表面上,并且必须用气枪,刷子或清洁水完全去除。
抗粘附治疗:如果长期暴露于砂蓝色不锈钢板上,则可能会在表面上形成一些微小的氧化物层,并且需要适当的抗粘附处理。您可以考虑喷洒抗粘液或化学钝化以防止生锈。
检查成品
质量检查:对砂脂不锈钢板进行最终质量检查,以确保表面处理效果满足预期的要求。如果是装饰性的沙蓝色,请检查表面是否均匀,光泽,等等。
因此,不锈钢板喷砂过程可以通过喷涂高速磨料来清除不锈钢表面上的污垢,毛刺和其他杂质,从而提高其表面质量并实现装饰,清洁,粗糙度改进等的目的。整个过程包括准备,爆破操作,质量调查和后处理,以及对每个步骤都具有重要影响的结果。